Cách Chỉnh Chỉ Máy Vắt Sổ
-
HƯỚNG DẪN CHỈNH MÁY VẮT SỔ
ĐIỀU CHỈNH MÁY VẮT SỔ JUKI MO-2500ĐẶC TÍNH KỸ THUẬT MÁY VẮT SỔ MO-2500:
Tốc độ may: 5000 – 7000 mũi/phút.Sử dụng kyên DC x 27 (tiêu chuẩn) và DC x 1.Độ mũi dài max 4 mm.Bạn đang xem: Cách chỉnh chỉ máy vắt sổ
QUY TRÌNHCHỈNH MÁY VẮT SỔ TỪ A-Z:
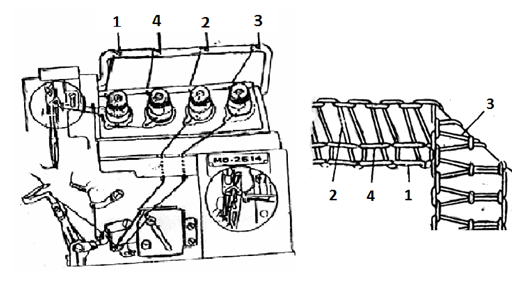
1. Hiệu chỉnh bộ chế tác mũi:1.1. thay đổi địa chỉ kyên ổn ( Độ cao và cân bằng klặng đối với mắt tấm).1.1.1. Vắt sổ 3 chỉ MO- 2504: Tại thời gian kyên ổn lên địa chỉ tối đa ta điều chỉnh khoảng cách tự mũi kyên ổn đến phương diện phẳng tấm klặng đạt 10milimet.Điều chỉnh bằng phương pháp nới lỏng vít hãm khóa kẹp trụ klặng và xê dịch trụ kim tăng lên và giảm xuống đến đạt những hiểu biết, xiết chặt vkhông nhiều hãm khóa kẹp lại.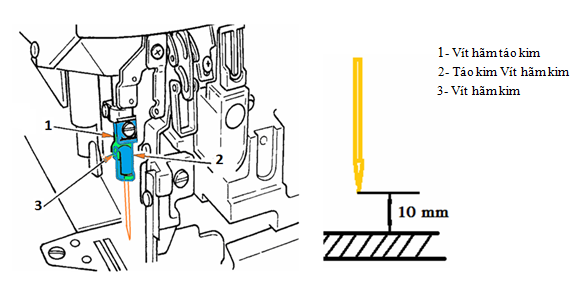
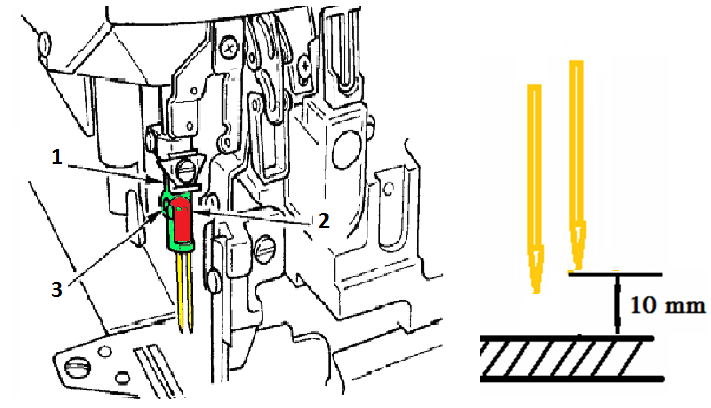
Hình 4.1. Vắt sổ 3 chỉ MO- 25041.1.2. Vắt sổ 4 chỉ MO – 2514:Tại thời điểm kiêm lên địa điểm tối đa, ta chon kyên ổn phía trái làm cho chuẩn chỉnh cùng xác minh khoảng cách đã đạt được tự mũi kim mang đến mặt phẳng tấm kim đạt 10milimet.Điều chỉnh bằng cách nới lỏng vít hãm trụ klặng phụ (1) với xê dịch trụ kim phụ lên xuống xmang lại đạt đề nghị kế tiếp xiết chặt vkhông nhiều hãm trụ kyên ổn phụ lại.Chú ý Đối cùng với những lắp thêm áp dụng 2 kyên ổn khi điều chỉnh vị trí của klặng ta đề xuất mang lại 2 kim ở đúng vị trí đối với khía cạnh tấm kyên ổn.
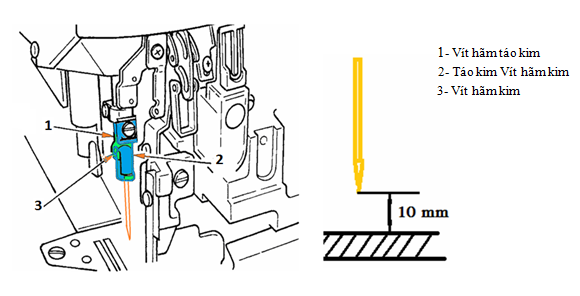
1- Vkhông nhiều hãm táo khuyết kyên 2- Táo klặng Vít hãm kim 3- Vít hãm kimHình 4.3. Vắt sổ 5 chỉ MO- 2516Tại thời khắc kyên lên địa chỉ cao nhất, ta lựa chọn kyên mặt phải ( mặt trong) có tác dụng chuẩn cùng khẳng định khoảng cách đã đạt được tính từ trên đầu mũi kyên cho mặt phẳng tnóng kyên đạt 10milimet.Điều chỉnh bằng phương pháp thả lỏng vít hãm trụ kyên phú và điều chỉnh tiếp nối xiết chặt vkhông nhiều hãm.
1.2. thay đổi địa chỉ những móc:
1.2.1. Điều chỉnh móc dưới: Xác định bán kính móc: Bán kính của móc bên dưới được xác định bởi chốt bé dại năm trong phần rãnh của đế móc dưới(3).Ta điều chỉnh bằng phương pháp đặt móc (1) vào đế móc sao cho móc tì sát vào chốt (3), xiết chặt vkhông nhiều hãm móc lại.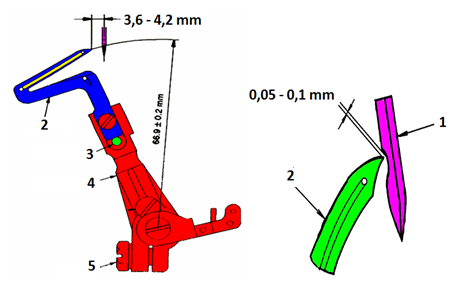
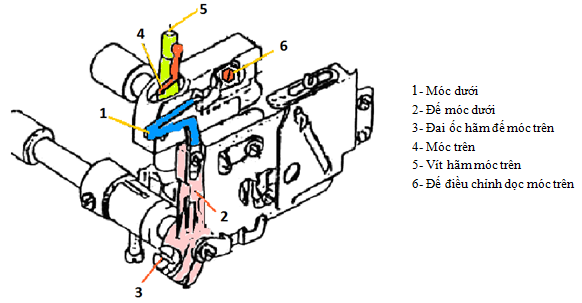
Hình 4.4. Điều chỉnh móc dưới1- Klặng 2- Móc dưới 3- Chốt định vị 4- Đế móc bên dưới 5- Đai ốc hãm đế mócXác định vị trí dưới của móc bên dưới so với kim: Ta cho kyên xuống vị trí dưới thuộc, đế móc dưới thuộc, đế móc dưới lui về không còn phía bên trái, ta thả lỏng bulông (4) cùng xê dịch đế (30 sau cho khoảng cách tính từ trên đầu móc dưới mang đến trung ương kyên ổn đạt từ bỏ 3,7 – 4,3mm, xiết chặt bulông (4).Xác định khoảng tầm xúc tiếp và phần vác thân kim: Sau Khi xác xác định trí của móc ta con quay puly theo chiều hường chuyển động đến đầu móc tiếp xúc cùng với phàn vác thân kim, điều chỉnh khoảng chừng hngơi nghỉ đạt 0,05 – 0,1mm( điều chỉnh ngơi nghỉ bulông(4)).1.2.2. thay đổi móc trên: Khoảng giải pháp móc bên trên đối với phương diện tnóng kim: Tùy theo đời máy mà lại khoảng cách này nuốm dổi.Tại thời khắc móc trên (2) lao hết lịch sự phía bên trái ta kết hợp kiểm soát và điều chỉnh cặp vít đế cầm tay dọc cùng vkhông nhiều (3) làm thế nào cho khoảng cách tính từ đầu móc đến phương diện phẳng tnóng kyên đạt thông số nghệ thuật nhỏng sau: MO-2504 cùng MO- 2516 Từ 10.7 -11,3mm.MO-2514 Từ 10,4 – 11mm
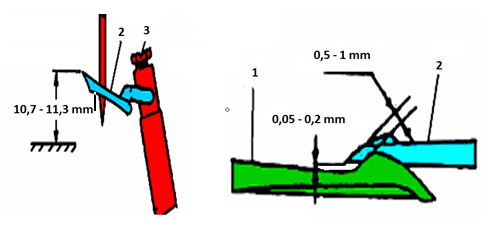
Hình 4.6. Vị trí kiểm soát và điều chỉnh khoảng tầm xúc tiếp 2 móc1.2.3. thay đổi móc may (MO-2516):a/ Vị trí móc may so với kim: Tại thời gian kyên may (1) xuống địa chỉ tốt tốt nhất, đế móc may lùi về không còn bên trái, ta nới lỏng bulông (5) với xê dịch đế móc may sau đến khoảng cách từ đầu mỏ cho tới trọng tâm kyên ổn đạt 1,8 – 2milimet, xiết chặt bulông (5) lại.
Hình 4.7. thay đổi móc mayb/ Vị trí bắt mũi của móc may với địa chỉ xúc tiếp với phần vạt thân kim may:Ta quay puly cho móc may (2) lao cho tới ( hành trình dài đi) với dừng lại lúc đầu móc trùng tâm kyên, nới lỏng vít hãm móc may (2) với di dịch móc tăng lên và giảm xuống làm thế nào cho đầu móc biện pháp mép trên lỗ kyên ổn 2mm, dồng thời khoảng hở mặt phẳng bây giờ đạt tự 0,05 – 0,1mm, xiết chặt vkhông nhiều hãm móc may (2) lại.Kiểm tra hành trình dài về của móc nlỗi sau Ta thường xuyên quay puly cho móc lao không còn sang trọng mặt yêu cầu với lùi về, bây giờ kyên ổn đang trở lại. khi đầu móc lui về trùng trung khu kyên ổn thì đầu móc vẫn tiếp tuyến đường với cạnh bên trên lỗ klặng.Chú ý Ta tất cả điều chỉnh bằng cách Lúc kyên trở xuống mép trên lỗ kyên ổn ngang bằng đầu móc may với đầu móc may giải pháp mnghiền bên trên lỗ kyên ổn 2mm. khi kyên đang rút ít lên (khoảng chừng hsinh hoạt móc với klặng là 0,05 – 0,1mm).
Hình 4.8. Vị trí bắt mũi của móc may với địa điểm xúc tiếp với phần vạt thân kim may1- Kim may 2- Móc may
c/ Điều chỉnh hoạt động dọc của trục móc may( gửi rời kim): Đường kính bé dại của ellipe từ bỏ 2,8 ~3,6mm.Chuyển cồn tránh yêu cầu được điều chỉnh tương ứng với cỡ kyên.Tháo nắp làm việc phía sau form vật dụng, nối vkhông nhiều hãm bé tđuổi kiểm soát và điều chỉnh, gửi bé trượt lên hoặc xuống nhằm tăng tuyệt giảm chiều rộng của ellipe.Chụ ý Nếu hoạt động tránh quá lớn sẽ xẩy ra quăng quật mũi nghỉ ngơi tam giác chỉ.Nếu chuyển động tách không đủ sẽ làm mũi kyên va vào móc gây nên gãy kyên ổn cùng xước móc.
Hình 4.11. thay đổi giá bảo hiểm kyên vắt sổ2- Giá bảo đảm klặng 5- Kim nạm sổ1.3.3. Dùng cho kyên ổn may bảo vệ bình an (MO – 2516):Để bảo đảm an toàn cho nét chỉ may bình yên đề xuất tất cả 4 giá đỡ kyên (1),(2), (6),(7).Vị trí của giá chỉ (1) cùng (2) Đã được trình bày nghỉ ngơi trên.Vị trí của giá chỉ (7) xúc tiếp thanh thanh vào kyên (5).Vị trí của giá chỉ (6) Cách kim (5) 0,1mm lúc kim tại đoạn rẻ độc nhất vô nhị.
Hình 4.12. Điều chỉnh giá bảo đảm kyên ổn may
2. Điều chỉnh cơ cấu đưa đẩy nguyên vật liệu trang bị vậy sổ công nghiệp:
2.1. thay đổi răng cưa: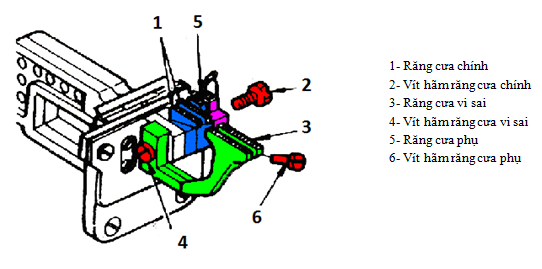
Hình 4.14.
Xem thêm: Cách Sử Dụng Sạc Dự Phòng Xiaomi Đúng Cách, Hướng Dẫn Sử Dụng Pin Dự Phòng Xiaomi 10000 Mah
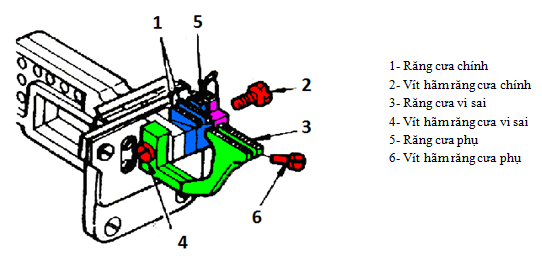
thay đổi chiều cao răng cưa2.1.2. thay đổi chiều cao răng cưa trợ lực(5): Ta kiểm soát và điều chỉnh làm sao cho đỉnh của răng cưa (5) luôn luôn rẻ rộng đỉnh răng cưa (1) là 0,5milimet. Nới lỏng vkhông nhiều hãm (6) với kiểm soát và điều chỉnh đạt hưởng thụ.
Hình 4.15. thay đổi độ cao răng cưa trợ lực1- Răng cưa chủ yếu 5- Răng cưa phụ2.1.3. thay đổi độ lệch bước của răng cưa chính (1) đối với răng cưa vi sai (3): Muốn điều chỉnh độ lệch bước ta làm như sau: Nới lỏng cầm hãm (2) hoặc vít hãm, luân chuyển cố gắng kiểm soát và điều chỉnh (3) mang lại nên tốc độ (1) đổi khác địa chỉ nlỗi sau: Vạch trên nên (1) trùng cùng với số 0: Tỷ lệ 2 răng cưa (1) cùng (3) là 1: 1.Vạch đề nghị (1) trùng chữ s: thay đổi Lúc thực hiện nét may giãn, xác suất 1: 0,7.Vạch nên (1) trùng cùng với các hàng đầu,2,3: thay đổi khi tiến hành đường may nhúng, phần trăm 1 2.
Hình 4.15. Điều chỉnh độ lệch bước của răng cưa chủ yếu với răng cưa vi sai 1- Cần vi không nên 2- Núm hãm đề nghị vi không đúng 3- Núm kiểm soát và điều chỉnh vi sai2.2. Điều chỉnh chiều nhiều năm mũi may:Muốn nắn biến đổi chiều nhiều năm mũi may ta nới dấn nút ít (1) kế tiếp ta chỉnh như sau: Nhấn nút ít (1)chuyển phiên Puly trái chiều hoạt động của máy: Chiều lâu năm mũi may ngắn hơn.Nhấn nút (1)chuyển phiên Puly thuộc chiều hoạt động của máy: Chiều dài mũi may lâu năm.
Hình 4.15. thay đổi chiều nhiều năm mũi may2.3. thay đổi tổ chức cơ cấu nén xay nguyên ổn liệu: 2.3.1. thay đổi sự xong xong 2 phương diện phẳng cùng địa điểm bàn nghiền cùng với kim: Nới lỏng vkhông nhiều hãm (2) với kiểm soát và điều chỉnh bàn nghiền (1) đạt các đòi hỏi sau: Một hoặc nhì kyên Khi trở lại phải ở thăng bằng ở 1 hoặc nhì lỗ của bàn ép (1) sinh sản sự an toàn lúc sản phẩm công nghệ thao tác.Phải đảm bảo làm thế nào cho lúc bàn xay hạ xuống thì toàn cục mặt phẳng bên dưới của bàn ép tiếp xúc trọn vẹn lên mặt phẳng tấm kyên ổn, chế tác dễ dàng cho quy trình gửi đẩy nguyên vật liệu.
Hình 4.16. thay đổi cơ cấu tổ chức nén ép nguyên ổn liệu1- Bàn xay vải vóc 2- Vít hãm2.3.2. thay đổi áp lực nặng nề bàn ép: Tùy theo từng một số loại nguyên liệu mà lại ta kiểm soát và điều chỉnh áp lực của bàn ép như sau: Đối với nguyên liệu dày tăng áp lực bàn ép (căn vặn thế (1) cùng chiều kyên đồng hồ).Đối cùng với nguyên vật liệu mỏng tanh giảm áp lực đè nén bàn nghiền ( căn vặn vắt (1) ngược lại).Lúc kiểm soát và điều chỉnh đề nghị chú ý: Bàn nghiền bắt buộc được đặt vào đúng vị trí thao tác làm việc.Tay nâng bàn ép (3) yêu cầu thả mang đến bàn ép tiếp xúc cùng với mặt tnóng kyên.3. chỉnh dao lắp thêm cầm cố sổ :3.1. Dao dưới: Các thông số kỹ thuật: Góc nghiên của dao bên dưới 450 - 550.Góc cắt của dao dưới 750 - 850.Nới lỏng vít hãm dao (2) và di dịch dao dưới thế nào cho khía cạnh phẳng lưỡi dao ngang bằng khía cạnh phẳng trên tấm kim tiếp đến xiết chặt vít hãm (2) lại.
Hình 4.17.Góc nghiêng, góc cắt dao dướiCrúc ý: Khoảng di chuyển sang đề nghị hoặc quý phái trái của dao bên dưới (1) (chuẩn rộng nạm sổ) phụ thuộc vào vào cạnh không tính đuôi khía cạnh tnóng klặng được gắn trên mặt tnóng kyên.
Hình 4.18.Dao bên trên chiều sâu dao trên1- Dao bên dưới 2- Vkhông nhiều hãm dao bên dưới 3- Dao trên4- Vkhông nhiều hãm dao bên trên 5- Vkhông nhiều hãm đế dao trên 3.2. thay đổi vị trí đề nghị dao: Quay puly mang đến cần dao lên tận thuộc trên. lúc đó phải dao phương pháp mặt tấm kim là 34mm.Tháo nắp bên trên với nới lỏng vít hãm tay đòn truyền chao đảo trên nhằm kiểm soát và điều chỉnh.
Hình 4.19. thay đổi địa chỉ yêu cầu dao3.3. Dao trên:Nới lỏng vkhông nhiều hãm dao (4) mang lại dao bên trên xuống thấp tuyệt nhất xúc tiếp cùng với khía cạnh phẳng dao bên dưới lúc đó ta xê dịch dao trên làm thế nào cho phần tối đa của lưỡi cắt dao trên vượt qua ngoài khía cạnh phẳng lưỡi giảm dao bên dưới từ bỏ 0,5 – 1milimet, xiết chặt vít (4) lại.
Hình 4.trăng tròn. Dao bên trên chiều sâu dao trên1- Dao dưới 2- Vít hãm dao dưới 3- Dao trên4- Vkhông nhiều hãm dao trên 5 - Vkhông nhiều hãm đế dao trên3.4. Chiều rộng rứa sổ: Chiều rộng lớn ráng cụ sổ tất cả cụ kiểm soát và điều chỉnh trường đoản cú (1,6 – 6,4mm). Được triển khai bằng cách thay như là một số chi tiết hoặc cần sử dụng mã sản phẩm khác. Chiều rộng thay rộng lớn hơn một không nhiều so với chiều rộng giảm của dao.Trên phương diện tấm kyên bao gồm mấu đan chỉ, mấu này đưa ra quyết định độ rộng ráng sổ. Vì vậy trước tiên ta buộc phải thay mặt đại diện tấm kyên ổn gồm mấu đan chỉ đến tương xứng với chiều rộng rứa sổ.
Hình 4.21. Chiều rộng lớn cầm sổNới lỏng vít (2) ấn dao bên dưới sang trọng trái cùng đặt ở đoạn gần kề bên cạnh phương diện tnóng klặng.Nới lỏng vkhông nhiều (3) di chuyển giá bán dao trên (3), tuy vậy đòi hỏi mang đến dao bên trên xuống điểm thấp tuyệt nhất của nó cùng Nới lỏng vkhông nhiều (2) Lúc dao dưới gặp gỡ và tiếp xúc với dao trên.Chụ ý:Vặn chặt vkhông nhiều (2) Lúc chạy vật dụng.Cạnh phía bên trái của dao trên bằng cùng với điểm tốt độc nhất của mấu đan chỉ.4. Hiệu chỉnh cơ câu tiếp chỉ: 4.1. thay đổi cam tiếp chỉ móc may cố sổ 5 chỉ: Sau Lúc điều chỉnh kết thúc móc may, ta con quay puly đến kim lên tối đa, nới lỏng vít hãm cam (3) với xê dịch cam tiếp chỉ (1) làm thế nào để cho điểm A trên mặt phẳng nằm ngang của cam tiếp xúc cùng với cạnh dưới nên đỡ chỉ (4), bên cạnh đó di dịch cam dọc trục làm sao cho bắt buộc đỡ nằm ở phần thăng bằng trong rãnh cam tiếp chỉ, xiết cặp vít số (3) lại.
Hình 4.22. thay đổi cam tiếp chỉ móc mayĐể đánh giá ta làm cho nhỏng sau Quay puly mang đến kyên ổn trở lại tạm dừng trên thời khắc mũi kim quá qua phương diện phẳng bên dưới tnóng kyên ổn từ là 1 -2mm, thời gian đó quan lại tiếp giáp cam tiếp chỉ ta thấy điểm A của cam ở ở vị trí bên trên hình vẽ là đạt những hiểu biết ( thời gian nhả chỉ).
Hình 4.23. Kiểm tra thời gian kiểm soát và điều chỉnh cam tiếp chỉ móc may4.2. Điều chỉnh vị trí những mắc dẫn chỉ kim và móc, các buộc phải tiếp chỉ:Tùy theo từng một số loại nguyên liệu và tùy thuộc vào các hệ máy mà lại ta kiểm soát và điều chỉnh bằng cách xem bảng gợi ý.
Xem thêm: Cách Làm Lẩu Hải Sản Chua Cay Thơm Ngon Như Nhà Hàng, Cách Nấu Lẩu Thái Hải Sản Chua Cay
Hình 4.24. Điều chỉnh địa chỉ những mắc dẫn chỉ kim và móc4.3. Sơ đồ dùng giữ thông chỉ:Định dạng chỉ cho các hệ máy Juki MO-2516, 2514, 25044.3.1 Máy MO 2504:
Hình 4.25. Vắt sổ 3 chỉ MO- 25041- Chỉ kyên 2- Chỉ móc trên 3- Chỉ móc dưới4.3.2. Máy MO 2514: